2021-07-12
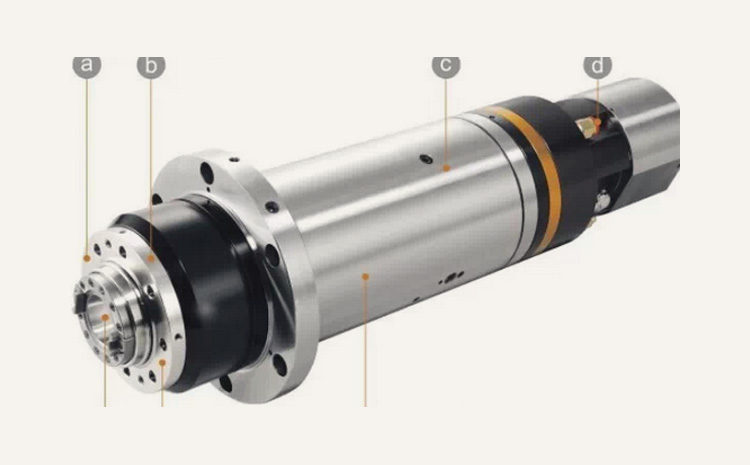
一、主轴结构形式和特性
皮带传动主轴;直联主轴;内藏式主轴(电主轴)、双接触(配HSK、BBT、NBT刀柄)锥孔主轴;相同转速的主轴,有许多不同的特性,要合理选择,例:轴承大小,规格和轴承位置不同;主轴的刚性有不同的指标;主轴前端长度有不同的规格;有不同的附加功能(拉钉型式、主轴冷却、中喷、气幕保护、带切削液喷头、松刀反扣等)。
主轴特性相对比较表
主轴结构形式 | Z高转速 | 平稳性 | 噪声 | 刚性 | 温升 | 所占空间 | 备注 | |
皮带传动主轴 | 6000-12000rpm | 较好 | 一般 | 高 | 好 | 大 | 功率受皮带限制 | |
直联主轴 | 800-4324406rpm | 好 | 好 | 高 | 好 | 中 | ||
内藏式主轴 | 800-4324406rpm | Z好 | 好 | 高 | 好 | 小 | ||
齿轮式主轴 | 8000rpm以上 | 好 | 一般 | 高 | 好 | 中 | ||
双接触主轴 | 由上述主轴结构决定 | Z高 | 由上述主轴结构决定 | 锥孔结构不同 |
二、主轴选用要素
机床设计一般都以满足机床Z大切削力为要素,同时要考虑Z高切削速度、Z大切削扭距、主轴旋转精度、机床结构需求、加工材质、切削条件等因素,选择时要综合考虑。
如果主轴设计计算不熟练,可以从主轴样本上的刀具拉紧力来粗略推算,保证主轴能承受Z大切削力,一般刀具拉紧力大于主轴承受Z大的轴向切削力二倍左右。
加工时常用Z高转速不高于样本上提供的Z高转速的80%。
拉钉型式选用:钢球拉紧装置一般在转速在6000转以下的主轴选用,切削力不大的也可选用;高速主轴8000rpm以上的、强力切削的要选用四爪拉紧装置。
主轴冷却选用:轴径小于70mm、Z高转速8000rpm(不连续运转)可以不选用,高精度加工中心机床必需选用。冷却的选用定义应建立于精度的考量,而尽量不要建立于损坏考量。
中喷功能选用:加工铝合金、钛合金、不锈钢材料的机床建议选用,加工小孔、深孔的机床要选用。
气幕保护功能选用:一般都应选用,特别是加工石墨材料、塑料材料、铝合金材料的机床应选用,选用该功能的机床压缩空气必需干燥,否则会使主轴内部生锈。
松刀反扣功能选用:该功能能保护主轴轴承受松刀力的冲击降低,延长轴承使用寿命。
同样锥孔规格的主轴,外径大的主轴往往配置了大钢珠或大陶珠的轴承,刚性高、切削平稳、能承受大的切削力,一般在大功率、强力切削的机床上选用。
选购主轴Z好让供应商同时提供传动另部件和基本安装尺寸要求,实现成套供应,避免差错。
尽量选用本公司标准规格的主轴,售价相对低、交货期短。
三、选用与使用注意事项
皮带传动式:皮带传动式无齿轮高速时振动及噪音问题,可使用在较高的转速,但心轴受到侧向力振动较大,在低速皮带传动效率差不多适合低速重切削,在高速时皮带及空气摩擦噪音相当大,在dmn值超过1000000mm/rpm时应改用其它传动方式。
内藏式:在高速切削加工上应用Z广,重量轻Z适合高速移动,同时零件数少,动平衡校正及对心度容易,振动低。
马达直结式:为减少心轴受到侧向力引起振动,马达与主轴由联轴器联结,转速可较皮带传动式主轴高,重量重,体积大,但成本较内式主轴便宜,转速可到20000rpm。
转速:高速切削加工所需要的转速主要依工件的材料、切削刀具的材料及切削刀具直径等决定。以BT40规格的高速主轴转速多在15000rpm以下,以10000rpm及12000rpmZ多,以BT50规格的高速主轴转速多在12000rpm以下,1000rpmZ多。应用在轻合金等材料的高速切削加工支主轴,主轴转速多在20000rpm以上,刀柄规格常用HSK-A63,较大工件加工使用HSK-A100。
马力:在提高加工能率的目标上,主轴的马国是否足够也是我们所关注的,在高速切削加工追求高切除率,高速主轴的马力较传统主轴高出许多,不过机器刚性也要能匹配,否则懂发挥部分马力已机器结构振动。在国内工具机厂有部分机积直接换装高速主轴,其主要目标为提升切削速度加工轻合金或软性材质,并非需要高切除率,可使用较小马力。
刚性:主轴刚性不足时将会影响到加工精度,但是刚性超过功能需求将会造成主轴轴承寿命降低。Dmn值较低时可使用定位置预压,高速旋转时因温升使预压加重,可采用轴承间隔环冷却,对?和预压增加有不错的效果。Dmn值较高时可使用定压预压,以确保预压值。在dmn值较低时可使用油脂润滑,其刚性值须比使用油气润滑低,避免因预压过大时温升高加速油脂劣化,而缩短主轴寿命。


全国服务热线:400-4324406
在线轴承选配:www.szxiaoaojianghu.cn